Eingeklebte Gewindestangen zählen zu den leistungsfähigsten Verbindungsmitteln im modernen Ingenieurholzbau. Egal ob parallel oder rechtwinklig zur Faserrichtung eingeklebt lassen sich grosse Kräfte auf kleiner Fläche in Holzbauteile einleiten. Zusammen mit Herrn Professor Ernst Gehri forscht und entwickelt die neue Holzbau AG (n’H) seit Ende der 1990er-Jahre in diesem Bereich. Unter dem Markennamen „GSA Technologie“ entstehen seither verschiedenste Lösungen, die erfolgreich in diversen Holztragwerken auf der ganzen Welt eingesetzt werden.
Holz, Harz und Stahl bilden ein Verbundsystem. Folglich sind die Eigenschaften der drei Komponenten aufeinander abzustimmen. Um optimale Anschlüsse kreieren zu können, müssen gewisse Regeln eingehalten und Voraussetzungen erfüllt sein. Die Verbindung muss so ausgelegt werden, dass im Bruchzustand die Stahlstangen (duktil) versagen, damit die spröden Versagensmodi des Holzes oder des Klebstoffes ausgeschlossen bleiben.
Diese Seite erläutert die Grundlagen, auf welche sich die hohen Leistungen in den GSA-Bemessungstabellen stützen.
Ausschreibungstexte
Die Baupraxis fordert oftmals eine möglichst produktneutrale Ausschreibung. Nach diesem Grundsatz wurden die Ausschreibungstexte der GSA-Technologie ausgearbeitet. Idealerweise definieren Planende in erster Linie die benötigten Anschlusskräfte und die dazu passenden Dimensionen. Weitere Anforderungen bezüglich Material, Brandschutz und Feuchte können wesentlichen Einfluss haben und stehen folglich im Vortext der betreffenden Verbindungen. Als Ergänzung dazu können die allgemeinen Bedingungen zu Beginn des Leistungsverzeichnisses eingefügt werden.
Im Download-Bereich finden Sie unsere ganze Sammlung als Excel-Datei oder als Import für die Schnittstelle SIA 451.
→ Beispiel einer einfachen Verbindung: Hängepfosten
Anforderungen
Die aktuellen Normen für tragende Bauteile verlangen von den Tragwerksplanenden verschiedenartige Einstufungen.
Die Schadensfolgeklasse (Consequence Class 1-3) beurteilt das Schadensausmass beim Versagen einer Konstruktion. Daraus lassen sich Vorgaben für die Projektierung und Ausführung von Bauwerken ableiten. Einen anderen Aspekt stellt die Art der Beanspruchung dar (Service Category 1-2). Wie im Hochbau üblich, gelten die Angaben in diesem Dokument grundsätzlich für statische und quasi-statische Einwirkungen (Schnee, Wind, Nutzlasten in Gebäuden und Erdbeben «nicht-duktil»). Zyklische (Erdbeben «duktil») und dynamische Beanspruchungen (Ermüdung: Kräne, Verkehrslasten, etc.) können auch bei der Planung eingeklebter Gewindestangen genauere Betrachtungen erfordern. Insbesondere kann in diesen Anwendungen ein Stahl mit speziellen Eigenschaften sinnvoll oder gar notwendig sein.
In den verschiedenen Einsatzweisen müssen die Ansprüche nicht immer maximal gewählt werden. Demzufolge sollten die Vorbedingungen einer Ausschreibung in den höheren Herstellungskategorien umfangreicher und die Kontrollen konsequenter werden. Bezüglich der Herstellung von Bauteilen mit eingeklebten Gewindestangen wird deshalb die folgende Einstufungsmatrix vorgeschlagen:
| Production Category | Anforderungen an die Herstellung | Anwendungssituationen – Beispiele |
| PC 1 | gering | Verstärkungen ⊥ zur Faser: – Querdruck im Auflager – Querzug in Anschlüssen und gebogenen Bauteilen – Ausklinkungen – Durchbrüche (Bemessung nach Norm) Einzelstangen ‖ zur Faser: – Pfette auf Pfosten |
| PC 2 | normal | Kleine Gruppen (n≤4) ‖ zur Faser mit ausschliesslich Normalkraft: – Wandverankerungen – zugfeste Streben Komplexere Anwendungen ⊥ zur Faser: – Holz-Beton-Verbund – Grosse Durchbrüche (ALP) – Schubverstärkungen |
| PC 3 | hoch | Gruppen von Stangen ‖ zur Faser mit Normalkraft und Biegung: – Rahmenecken – Biegesteife Trägerstösse und Stützenfüsse – Fachwerke |
Leistungsfähigkeit
Materialien und ganze Tragwerke werden heute auf «Hochleistung» getrimmt. In der deutschen Sprache ist der Begriff «Leistung» mehrdeutig. Präziser wirkt der Ausdruck «Wirkungsgrad» als Masszahl für die Leistungsfähigkeit von Verbindungen
Hochleistungs-Konstruktionen zeichnen sich folglich dadurch aus, dass sie die gestellten Anforderungen mit verhältnismässig wenig Materialvolumen (Querschnittsfläche) erfüllen. Bezogen auf eine Verbindung stellt sich immer die Frage, um wieviel sie den Tragwiderstand oder die Steifigkeit des ungestörten Bauteils reduziert. Anschaulich lässt sich dies an einem reinen Zugstoss zeigen. Die Bruttofläche des Querschnitts mal die Zugfestigkeit ergibt den Tragwiderstand des Bauteils (100%). Dem gegenüber steht ein Tragwiderstand der Verbindungsmittelgruppe.

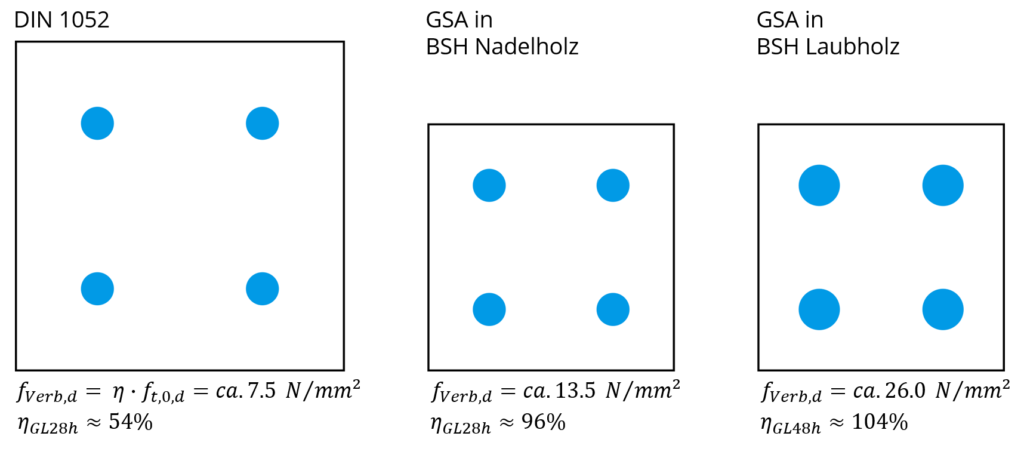
Der Wirkungsgrad η lässt sich also immer berechnen aus dem erzielten Verbindungswiderstand bezogen auf den eingesetzten Bruttoquerschnitt. Die meisten Holzverbindungen erfordern Bearbeitungen, welche den Bruttoquerschnitt schwächen. So sind im Falle von eingeklebten Gewindestangen das Bohrloch und allfällige Entlüftungsbohrungen für die Ermittlung der Netto-Querschnittsfläche in Abzug zu bringen. Die geometrischen Bedingungen der GSA Technologie ermöglichen einen Wirkungsgrad von ca. 85 %. Diese Schwächung im Verbindungsbereich lässt sich durch den lokalen Einsatz von höherwertigem Holz kompensieren. Die folgende Abbildung zeigt daher für die angegebenen Festigkeitsklassen «unmöglich» hohe Ausnutzungen. Es ist der Vergleich anhand einer Gruppe von vier eingeklebten Gewindestangen im Längsholz. Die Angaben beziehen sich auf die Feuchteklasse 1. Schnell ist ersichtlich, dass für wirtschaftliche Anschlussleistungen eine enge Anordnung der Anker wichtig ist. Gegenüber den Mindestmassen nach Zulassung sind teilweise grössere Rand- und Zwischenabstände nötig, um praxisgerecht zu konstruieren. Entdecken Sie dazu die Kapitel «Vordimensionierung» in den verschiedenen GSA Anwendungen.
(Beispiel: Fachwerke)
Die angegebene Leistungsfähigkeit basiert auf Versuchen an repräsentativen Verbindungen (Gruppe von eingeklebten Stäben). Dies wurde ermöglicht durch die Erforschung der folgenden Einflussgrössen:
– Winkel zwischen Stab- und Faserrichtung
– Lochdurchmesser, Stabdurchmesser, Einklebelänge, Rand- und Zwischenabstände
– Holzart, Festigkeitsklasse, Rohdichte, Holzfeuchte
– Stahlgüte und Profilierung
– Eigenschaften des Klebstoffs
Verbund von Holz, Harz und Stahl
Mit den beiden Dissertationen von Andrea Bernasconi (1996) und Alessandro Fabris (2001) wurden an der ETH Zürich wichtige Grundsteine für das Einkleben von Gewindestangen in tragende Holzbauteile gelegt.
So wurde das Verständnis geschaffen, dass die Kraftübertragung zwischen Harz und Stahl grundsätzlich mechanisch erfolgt. Geeignete Verbundharze dürfen einige Millimeter dicke Klebfugen aufweisen. Es wurde jedoch aufgezeigt, dass die Art der Stangen-Profilierung einen wesentlichen Einfluss auf die Tragfähigkeit hat. So erwies sich das M-Gewinde als ideal für die Kombination mit dem heutigen GSA-Harz. Neuere Untersuchungen zeigten aber, dass die Harzfestigkeit unter erhöhten Temperaturen (bis 60°C) nicht selbstverständlich ist. Deswegen gehört nicht zwingend jedes Harz, welches im kalten Kurzeitversuch funktioniert, auch gleich in die Praxisanwendung. Unter der Voraussetzung, dass der Kleber genügend leistungsfähig ist, erfolgt das Versagen an der Lochwandung (Übergang Harz zu Holz). Um hier eine möglichst leistungsfähige Verklebung zu erreichen, braucht es stehts eine sehr hohe Oberflächenqualität der Bohrlochwand und geschultes Personal für den einwandfreien Einbau.
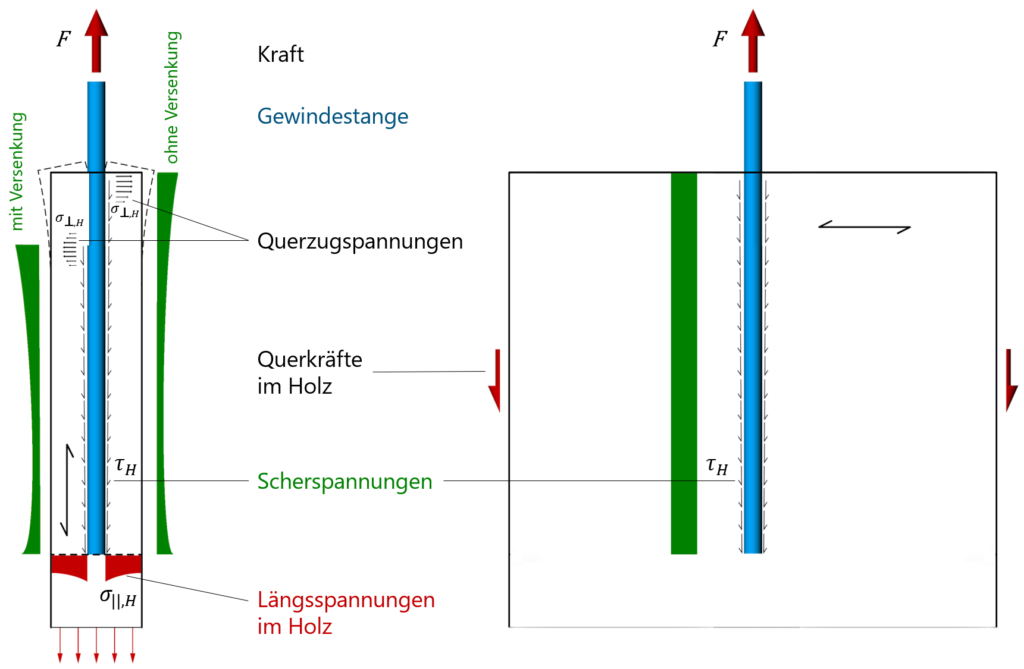
Über die Schubspannungen und deren Verlauf wurden folgende Modellvorstellungen verfasst: Der Verlauf ist abhängig vom Verhältnis EStahl zu EHolz. Das Harz wird vereinfachend als steif angenommen. Somit entsprechen die Dehnungen des Harzes denjenigen des Stahls. Die Steifigkeitsverhältnisse führen im Längsholz zu Spannungsspitzen in den Endbereichen der Klebefuge. Aus der Verformung (Verträglichkeit) ergeben sich Querzugspannungen, welche sich ungünstig auf die Schubfestigkeit des Holzes auswirken. Dieser komplexe Spannungszustand wird als Grund angesehen, weshalb die Tragfähigkeit einer eingeklebten Stange mit zunehmender Einklebelänge nicht linear zunimmt. Eine Versenkung der wirksamen Klebefuge hinein in das Bauteil wirkt sich positiv aus, weil sich damit das auf Querzug beanspruchte Holzvolumen vergrössern lässt. Wichtig ist auch die Erkenntnis, dass die Ringzugspannungen direkt eine Funktion des Stabdurchmessers sind. Folglich lassen sich Ergebnisse von Prüfungen an kleinen Stangen nicht einfach auf grössere Durchmesser übertragen.
Bei der Anwendung im Querholz kann die Schubspannungsverteilung als gleichmässig angenommen werden. Dank dem sehr hohen Steifigkeitsverhältnis erzielt hier eine längere Stange eine grössere Tiefenwirkung.
Längs oder quer zur Faserrichtung
Je nachdem ob Stangen längs oder quer zur Faserrichtung eingeklebt werden, sind den verschiedenen Versagensarten unterschiedliche Bedeutungen beizumessen.
Eingeklebte Gewindestangen erzielen ihre maximale Wirkung, wenn sie möglichst axial belastet werden. Aus diesem Grund befasst sich diese Seite ausschliesslich mit Beanspruchungen in Schaftrichtung. Nach Norm SIA 265:2012 (Ziffer 6.10.2.1) ist der Tragsicherheitsnachweis in der Regel durchzuführen bezüglich:
– Versagen des profilierten Stabs
– Versagen des Klebstoffs und seines Verbunds mit dem profilierten Stab und dem Holz
– Versagen des Holzes entlang der Klebfuge
– Versagen eines Holzteils im Bereich der Verbindung
Nach Norm SIA 265 dürfen für Druckkrafteinleitungen die gleichen Werte wie für Zugkrafteinleitungen eingesetzt werden. Dieses Vorgehen liegt bestimmt auf der sicheren Seite. Die Zugbeanspruchung parallel zur Faser stellt somit die grösste Herausforderung dar.
Einsatz parallel zur Faser: 0° ≤ α < 30°
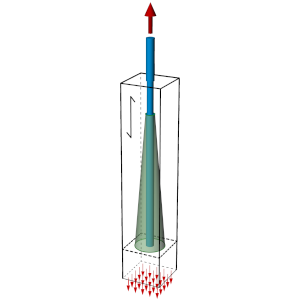
Der Gleichgewichtszustand zwischen der Kraft in der Gewindestange und den Normalspannungen im Holzquerschnitt wird erreicht über Scherspannungen parallel (‖) zur Faser.
Der Kreiskegel weist eine allseitig geringe Ausbreitung auf, weil der Schubmodul (G) viel kleiner ist als der E-Modul längs zur Faser (E0). Aus dieser Überlegung folgt, dass:
– die «aktivierbare Holzfläche» am Stangenende beschränkt ist.
– ein übergrosser Ankerabstand dies nicht verbessert.
– viele kleine Stangen einen optimalen Kraftfluss ermöglichen.
Der Nachweis des Holz-Nettoquerschnitts am Ende der Stangen ist stehts zu führen. Hier ist in vielen Fällen der Einsatz höherer Festigkeitsklassen zwingend, um der Leistungsfähigkeit der GSA standhalten zu können
Einsatz quer zur Faser: 30° ≤ α ≤ 90°
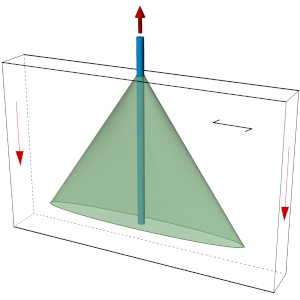
Der Gleichgewichtszustand zwischen der Kraft in der Gewindestange und den Querkräften im Holzquerschnitt wird erreicht über Scherspannungen quer (⊥) zur Faser.
Die Scherspannungen erreichen in Querrichtung (Rollschub) eine relativ geringe Ausbreitung. In Faserrichtung darf hingegen von einer grossen Ausbreitung ausgegangen werden. Die Abbildung zeigt deshalb einen elliptischen Kegel.
Die Länge der Stangen ist meistens konstruktiv zu wählen, damit sich Nachweise im Holzteil erübrigen. (beispielsweise Einklebelänge > 0.7*Trägerhöhe im Falle von Queranschlüssen auf Zug)
Versagen des profilierten Stabs
Dieser Modus wird angestrebt, damit ein robustes Tragwerk entsteht und um die Bemessung und Modellbildung möglichst simpel zu halten. Die Hierarchie der Tragwiderstände muss dabei beherrscht werden.

Nur wenn die Duktilität durch den Anker gewährleistet ist, können die spröden Versagensarten ausgeschlossen werden. Dies ermöglicht ein Duktilitätsmass DS ≥ 3 und nur so darf nach Norm SIA 265 der Verhältniswert γM/ηM von 1.5 angesetzt werden.
In Anwendungen quer zur Faser, ist der Widerstand des Holzelements meistens genügend hoch. Diese Aussage setzt voraus, dass die Konstruktion den schwachen Querzug-Eigenschaften des Holzes angemessen begegnet. Das lässt sich in der Regel durch die richtige Wahl der Einklebelänge erreichen.
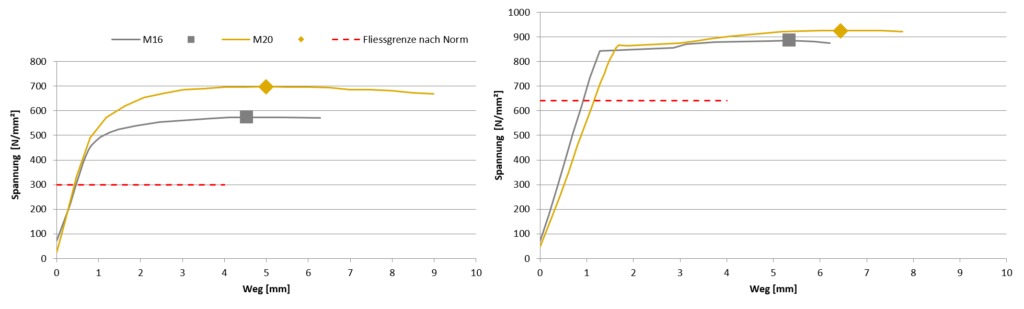
Für den Einsatz als Gruppe im Längsholz sind die Eigenschaften des Stangenmaterials vorgängig präzise zu ermitteln. Die Vorgaben der Produktnormen reichen nicht aus, um das Stahlfliessen (oberer Grenzwert) sicherzustellen. Die folgende Abbildung zeigt vier exemplarische Diagramme von Einzelprüfungen aus der n’H-Qualitätssicherung. Die tatsächlichen Streckgrenzen liegen deutlich über der Norm und sind je nach Durchmesser verschieden. Damit die Streuung im nötigen (engen) Rahmen liegt, sollten alle Stangen eines Anschlusses aus derselben Produktionscharge stammen.
Versagen des Holzes entlang der Klebfuge
Die Ausziehwiderstände für die GSA Technologie basieren auf einem Tragmodell mit zwei Bruchkriterien. Das erste beschreibt das Scherversagen mit der Bohrloch-Wandung als Bezugsfläche. Zusätzlich wird die Einhaltung des sogenannten Dehnkriteriums gefordert.
Beim Tragmodell für das Scherversagen wird der Zahlenwert X nach der Holzart festgelegt und ist nur gültig für die bestimmten geometrischen Verhältnisse. Mit dem Exponenten α lässt sich die Holzorientierung berücksichtigen. Parallel zur Faser ist er kleiner als 1.0 und trägt so dem nicht-linearen Verlauf der Scherspannungen Rechnung.
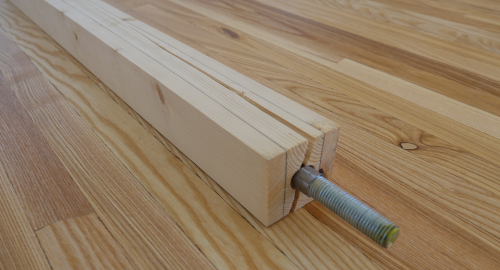
Die Modellbildung zum Dehnkriterium legte Fabris in seiner Dissertation detailliert dar. Bei zu hoher Stangenfestigkeit treten demnach Stahldehnungen auf, welche das umgebende Holz nicht mehr mitmacht. Zur Bestimmung des charakteristischen Werts für Fichte darf nach DIBt-Zulassung εu,H mit 2.4 ‰ angesetzt werden. Konsequenz davon ist, dass für die Anwendung in Fichte längs nur Stähle mit niedriger Fliessgrenze praktisch einsetzbar sind. Stangen der Festigkeit 8.8 und höher machen nur Sinn, um zu Untersuchungszwecken die spröden Versagensformen zu provozieren. Das folgende Bild zeigt einen typischen Sprödbruch mit Aufspalten.
Die internen Versuche der n’H beweisen, dass im Laubholz auch die Stangen mit FK 8.8 in der Praxis einsetzbar sind. Die Bruchdehnungen von Laubhölzern (Buche und Esche) liegen dafür hoch genug.
Generell erklärt dieses Kriterium, weshalb ab einem bestimmten Punkt die Vergrösserung der Einklebelänge keine Erhöhung der Traglast mehr bringt.
Merkmale der GSA Technologie
Die Bemessungstabellen enthalten hohe Tragwiderstände bei relativ kleinen Rand- und Zwischenabständen. Damit die angegebenen Werte erreicht werden, ist nebst dem betrieblichen Knowhow eine adäquate Qualitätssicherung erforderlich.
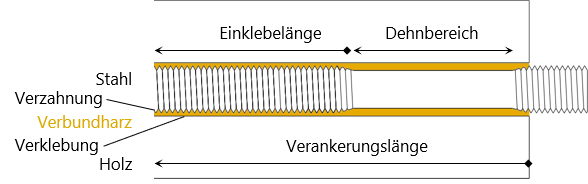
Die GSA-Technologie wurde von Beginn weg entwickelt, um wirtschaftliche Ankerabstände zu ermöglichen. Deshalb gehört die spezielle Ankerausbildung zur täglichen Praxis. Die sogenannte Einschnürung dient in den entsprechenden Situationen den folgenden Zwecken:
– Da die Kraftübertragung zwischen Harz und Stahl rein mechanisch erfolgt, wird durch das Entfernen des Gewindes ein Bereich ohne Klebeverbund geschaffen.
– Mit der Versenkung der wirksamen Klebefuge vergrössert sich das auf Querzug beanspruchte Holzvolumen.
– Durch die Bearbeitung auf den passenden Durchmesser wird das planmässige Stahlversagen und damit die Duktilität sichergestellt.
– Schliesslich soll der Stahl nur in diesem definierten Dehnbereich fliessen, ohne die Klebefuge zu zerstören.
Dies erlaubt in den so wichtigen Gruppen-Anwendungen parallel zur Faser die lineare Aufsummierung der Einzelwiderstände (nef = n1.0). Damit schafft die GSA Technologie die Voraussetzung für eine einfache und sichere Bemessung und ein perfektes Zusammenspiel von Holz, Harz und Stahl.
Druckbeanspruchung
Die Belastung von eingeklebten Gewindestangen auf Druck ist grundsätzlich weniger heikel als jene auf Zug.
Das Aufspalten des Holzes wird erst zum Kriterium, wenn die Stange auszuknicken droht. In sehr vielen Situationen kann auf die Einschnürung verzichtet werden. Damit erhöht sich die wirksame Klebfugenlänge und es steht der gesamte Spannungsquerschnitt der Stange zur Verfügung. Bei geeigneter Konstruktion darf die Kontaktfläche des (Stirn-)Holzes als mitwirkend betrachtet werden.
Literaturverzeichnis
Weiterführende Informationen zu eingeklebten Gewindestangen im Allgemeinen und zur GSA-Technologie im Speziellen sind in folgenden Publikationen zu finden:
▪ E. Gehri, «Krafteinleitungen mittels Stahlanker» in Brettschichtholz, Weinfelden, 28. SAH-Fortbildungskurs, 1996, pp. 111-143. Bestellung
▪ A. Bernasconi, Tragverhalten von Holz senkrecht zur Faserrichtung mit unterschiedlicher Anordnung der Schub- und Biegearmierung, Publikation 96-3, ETH Zürich, 1996. DOI
▪ E. Gehri, «Klassische Verbindungen neu betrachtet» in HOLZ ART 2000, Luzern, 17. Dreiländer-Holztagung, 2000, pp. 43-50. Bestellung
▪ E. Gehri, «Leistungsfähige Verbindungen: Kriterien und Konzepte» in Verbindungstechnik im Holzbau, Weinfelden, 32. SAH-Fortbildungskurs, 2000, pp. 13-25. Bestellung
▪ A. F. Fabris, Verbesserung der Zugeigenschaften von Bauholz parallel zur Faser mittels Verbund mit profilierten Stahlstangen, Ph.D Thesis ETH Zürich, 2001. DOI
▪ E. Gehri, «Ductile behaviour and group effect of glued-in steel rods» in International RILEM Symposium on Joints in Timber Structures, Stuttgart, RILEM Publications s.a.r.l., 2001, pp. 333-342. Link
▪ R. Steiger, E. Gehri und R. Widman, «Pull-out strength of axially loaded steel rods bonded in glulam parallel to the grain» in Materials and Structures 40, 2006, p. 69–78. DOI
▪ R. Widmann, R. Steiger, E. Gehri, «Pull-out strength of axially loaded steel rods bonded in glulam perpendicular to the grain» in Materials and Structures 40, 2007, p. 827–838. DOI
▪ E. Gehri, «Eingeklebte Anker – Anforderungen und Umsetzungen» in Band I, Prolog IV, Garmisch, 15. Internationales Holzbau-Forum, 2009. Volltext
▪ E. Gehri, «High performing jointing technique using glued-in rods» Trentino: World Conference on Timber Engineering, 2010 Volltext
▪ G. Tlustochowicz, E. Serrano und R. Steiger, «State-of-the-art review on timber connections with glued-in steel rods» in Materials and Structures 44, 2011, p. 997–1020. DOI
▪ Z-9.1-778, 2K-EP-Klebstoff GSA-Harz und GSA-Härter für das Einkleben von Stahlstäben in Holzbaustoffe, Berlin: Deutsches Institut für Bautechnik, 2012. Downloads
▪ R. Steiger, «In Brettschichtholz eingeklebte Gewindestangen» in Band I, Prolog IV, Garmisch, 18. Internationales Holzbau-Forum, 2012. Volltext
▪ R. Steiger, E. Serrano, M. Stepinac, V. Rajčić, C. O’Neill, D. McPolin und R. Widmann, «Reinforcement with glued-in rods» in Reinforcement of Timber Structures, A state-of-the-art report, Shaker Verlag, 2015, pp. 133-159. DOI
▪ E. Gehri, «Verbindungstechniken für auf Laubhölzer basierte Holzwerkstoffe – mit besonderer Berücksichtigung von BSH und LVL aus Buche» in Band I, Prolog IV, Garmisch, 21. Internationales Holzbau-Forum, 2015. Volltext
▪ E. Gehri, Performant connections – A must for veneer-based products, Wien: Wold Conference on Timber Engineering, 2016. Volltext
Für Fragen stehen wir gerne zur Verfügung. Support